
PE管材的常见连接方式有热熔连接、电熔连接、法兰连接和螺纹连接,其中热熔连接分为对焊和承插焊,可在不同条件下使用。让pe管材厂家来介绍一下两种pe管材焊接方法的步骤。
1.对焊:
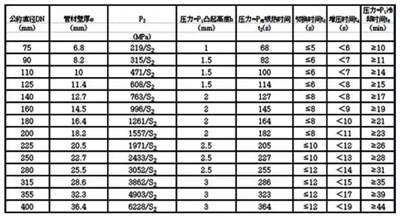
(1)适用范围:对焊温度一般在200-235之间,可用于公称外径63毫米以上的PE管材。
(2)对焊步骤:
首先,将待焊接零件固定在熔焊机的夹具上,用铣刀切割管材和管件的焊接端面,使对接端面材料的中心线在同一水平面上,对接时不会形成可见的缝隙,使管壁尽可能重合;
其次,将加热工具放在工作端面之间,对焊机上的管子靠近加热工具,并施加一定的压力,直到两侧卷边达到规定的宽度;
第三,在端面被加热适当的时间和适当的温度之后,移除加热工具,并施加足够的压力以将熔化的端面连接在一起,从而形成均匀的凸缘;
第四,在冷却过程中,仍然需要保持一定的压力。达到一定时间后,压力释放,焊接完成。
2.承插焊接
(1)适用范围:适用于公称外径小于63毫米的连接。一般不推荐使用直径大于125毫米的聚乙烯管。
(2)承插焊接步骤:
首先,将端头切割整齐平整,清理工作面,并标出插入深度线;
第二,在插座连接之前,应校正要连接的两个相应的连接器,使它们保持在同一轴线上。加热工具的阴模用于熔化插座端的外表面,而阳模用于熔化插座端的内表面。
第三,加热完成后,迅速取下加热工具,检查熔化面的一致性,然后及时将管子直接插入管子的承口,并施加适当大小的力以避免扭曲;
第四:按住它直到它冷却。
以上介绍是pe管热熔连接两种焊接方法的操作步骤。这两种不同的焊接方法可以在不同的条件下使用。



 鲁公网安备 37061102001337号
鲁公网安备 37061102001337号